


想要深入了解焊管Q355E钢板原料层层筛选产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:焊管Q355E钢板原料层层筛选的图文介绍
产品细节图

(9)采用空气等离子切割机将钢管切成单根。
(10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。
(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。


我们大家都知道,钢管根据制造工艺大致可以分为两大类:无缝钢管和焊接钢管。焊接钢管也称焊管,今天,我们主要聊一聊焊管的分类。焊接钢管根据成型工艺大致可以分为
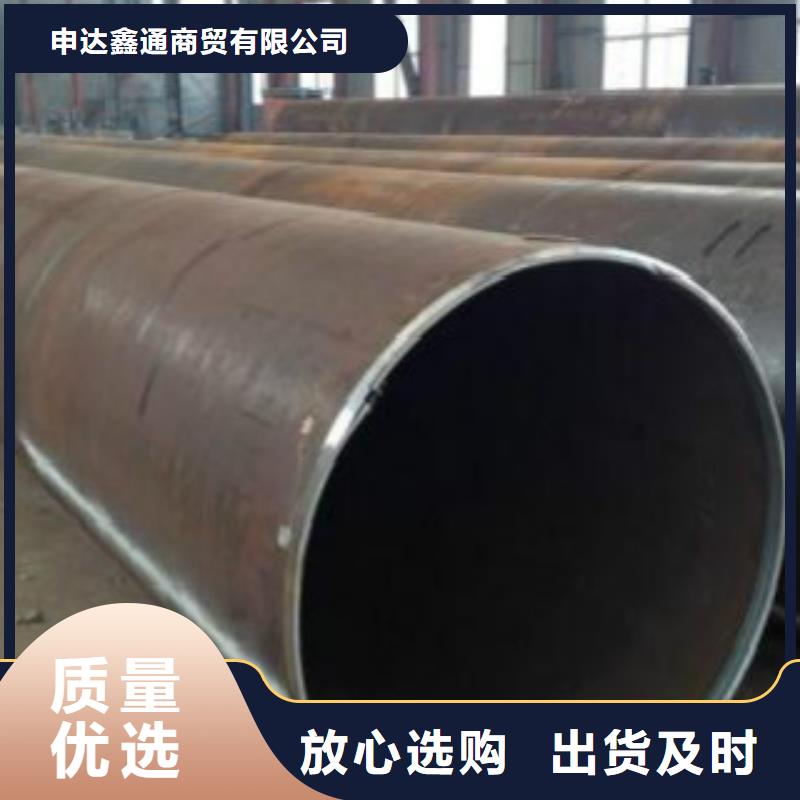
二、螺旋焊钢管
螺旋焊钢管,英文名称SSAW(Spiral submerged-arc welding pipe),焊缝类型是螺旋缝。采用埋弧焊接的方法,内外双层焊接。埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点。
螺旋焊管制造口径较大,能够达到3000mm以上,比较适用于大口径管道输送和建筑结构。



公司实力

申达鑫通商贸有限公司专业生产销售各种规格的 福建泉州Q345E无缝方管,在生产中落实可持续发展方针,进入环保生产行列。我们始终坚持品质、服务和创新的发展理念,坚守真诚合作、勇于创新和敢于挑战的企业精神,致力于生产出满足时代发展所需的 福建泉州Q345E无缝方管,为的快速发展贡献一份力量。

